
Guida bCNC: livellamento automatico – 2
Una delle caratteristiche più importanti di una CNC è il livellamento automatico. Anche se la tua CNC è precisa, non sarà mai precisa al centesimo di millimetro, ma per eseguire l’asportazione del rame dovrai avere un livello di precisione elevato.


Il livellamento automatico risolve il problema della precisione creando una matrice di irregolarità della tua base. Siamo fortunati anche perché il rame è un ottimo conduttore elettrico, quindi se metti un polo sulla punta e uno sul rivestimento di rame, possiamo controllare tutta la superficie.
Ora dobbiamo andare alla scheda Sonda, selezionare la sottoscheda Livello automatico e avere tutti i parametri da controllare per iniziare a lavorare.
Ricordati di fare prima il sondaggio.

Innanzitutto, devi controllare la velocità di auto-livellamento, queste caratteristiche possono cambiare per ogni CNC, ma per il mio CNC che ha 400 passi su Z, uso questi valori:

Fast Probe Feed è la velocità iniziale della sonda, quindi quando è abbastanza vicino all’impatto, inserisci la velocità di avanzamento della sonda. In questo caso, non abbiamo uno strumento sonda aggiuntivo, quindi l’impatto del bit con il rame è lo 0 del livello automatico, quindi il TLO (Offset utensile) rimane 0.
TLO si usa quando per sondare devi usare un particolare dispositivo come un laminato, ma ti puoi fare un’idea migliore con l’immagine
Se il polo A è la punta e il polo B è un materiale conduttivo e devi sondare lo 0 su una superficie di legno, il TLO diventa 3 mm (altezza del laminato) e il software aggiunge 3 mm ai contatti 0.
E’ inoltre utile scegliere l’area da sondare per il livellamento automatico, il mio consiglio è di usare l’elemento di contorno (che è l’area più estesa del tuo PCB) per definire i margini del livellamento.
Quindi caricheremo il file del contorno. File --> Open:

Ora sul mini pannello con tutti i comandi di livello automatico

selezioniamo “Margins“, questo pulsante genera automaticamente i margini per una matrice di livellamento automatico completa:
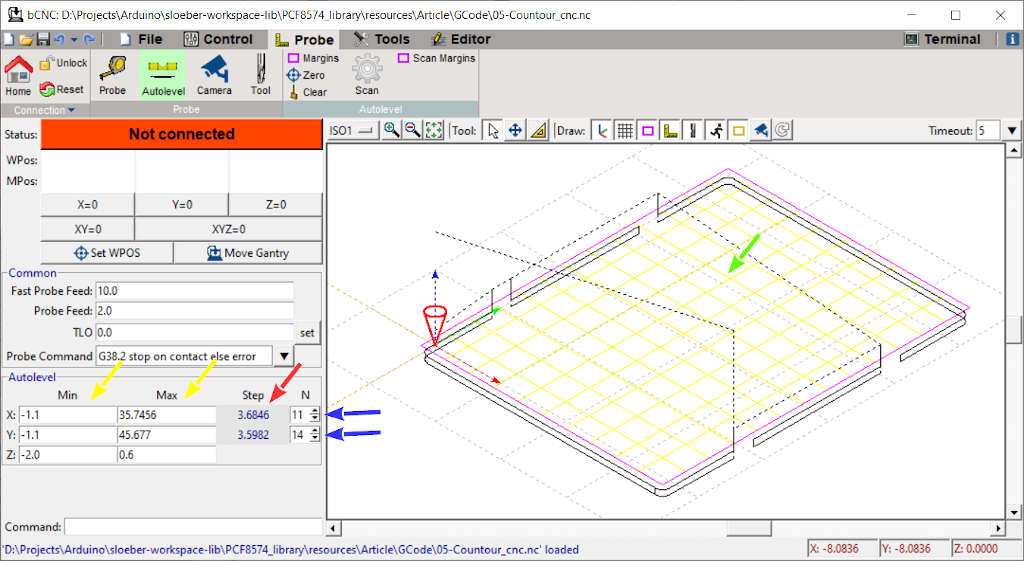
Di base imposta Min e Max (frecce gialle), dove Min è il valore minimo da scansionare. Per coordinare X e Y,
è necessario impostare Z. Uso il valore della sonda -2,0 mm, ma è possibile utilizzare un valore inferiore. E’ il valore minimo che può raggiungere la Z, tipicamente 0.5mm è sufficiente.
Max è il valore massimo da scansionare, per le coordinate X e Y, per Z, devi impostare un valore sicuro da scansionare; 0,6 mm è sufficiente.
Ora devi selezionare la dimensione della matrice; quando metti il valore N (freccia rossa), dici alla macchina il numero di campioni per X e Y, e quando metti un valore più ampio, la dimensione del passo della matrice viene ridotta per aggiungere più quadrati.
Quindi facciamo clic sul pulsante di scansione “ingranaggio” per iniziare.
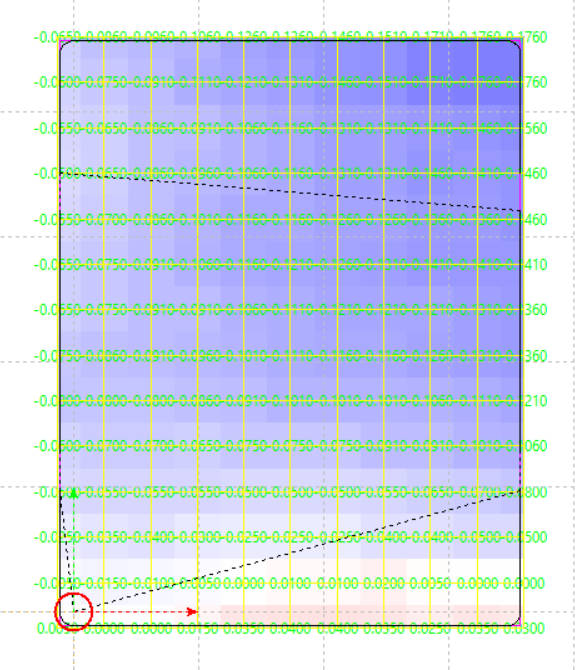
Il risultato È una matrice con tutti gli’offset dal punto sonda iniziale.
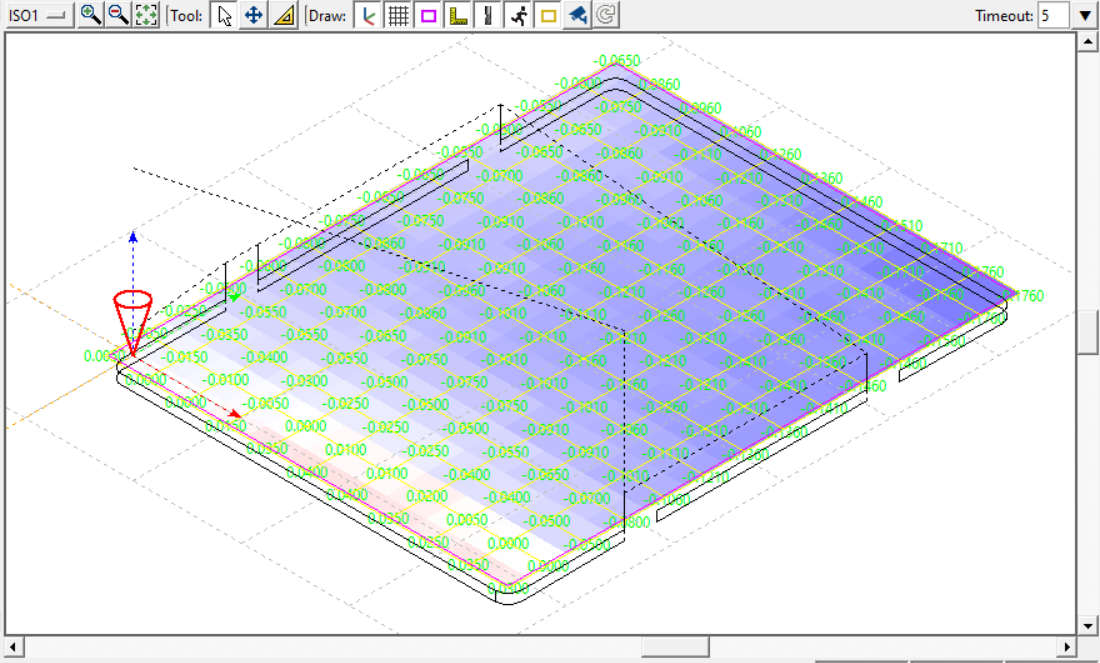
Il quadrato rosso significa che è un valore negativo rispetto a alla sonda, bianco è lo stesso valore e blu è un valore superiore.
Salva i dati dell’autolivellamento
Una cosa importante da fare è salvare i dati dell’autolivellamento, che è essenziale soprattutto, soprattutto se non si eseguono tutte le operazioni contemporaneamente.
Quindi, quando finisci il livello automatico, vai su File --> Save e salva un file con l’estensione .probe. Nel prossimo capitolo vedremo i passaggi per riavviare il lavoro allo spegnimento della macchina.
Grazie
- Guida bCNC: installazione, materiale e sonda
- Guida bCNC: livellamento automatico
- Guida bCNC: ripristino di un processo e fresatura















